

Одним из преимуществ технологии розлива маточной смеси является возможность приготовления маточной смеси высокой концентрации и простота регулирования и контроля в процессе приготовления. Оптические диффузионные композиты были приготовлены с использованием различных концентраций маточной смеси, и было изучено их влияние на оптические свойства композитов. В этой главе в качестве наполнителя ПК используется KMP590 с размером частиц 2.2um, а также приготовлена маточная смесь различных концентраций (20wt%, 30wt%, 50wt%), которая сравнивается с маточной смесью 10wt% (глава 2). Светорассеивающие материалы с одинаковым содержанием светорассеивающего агента получены путем компаундирования с ПК, соответственно, и изучены оптические свойства и многократные экспериментальные отклонения материалов.
4.1 Экспериментальное сырье.
Химические реактивы, необходимые для эксперимента, приведены в таблице 4.1.
Таблица4.1 Материалы и реактивы
| Материалы | единицы |
| Поликарбон | / |
| KM590 | um |
| Тио2 | nm |
Таблица 4.2 Инструменты и оборудование
| Instrинструменты и оборудование | Moдеl Coде |
| Электрический горизонтальный температурный вентилятор сушильный ящик | DHG-9203A |
| Двухшнековый экструдер | SHJ-20 |
| Гранулятор пластика | LQ-60 |
| Машина для литья пластмасс под давлением | SA-600 |
| Тестер светопропускания/тумана | EEL57D |
4.3 метод подготовки проб.
4.3.1 приготовление фотодиффузионного мастербатча с различной концентрацией.
Сырьевые компоненты были точно взвешены в соответствии с ключевым процентным соотношением формулы, приведенной в таблице 4.3. После равномерного перемешивания сырьевые материалы добавляли в двухшнековый экструдер, охлаждали и гранулировали после экструзии для приготовления светорассеивающей маточной смеси (MKMP590). Температура в экструдере установлена следующим образом: зона 1 230 °C, зона 2 250 °C, зона 3 250 °C, зона 4 250 °C, зона 5 260 °C.
температура шестой зоны 260C, температура седьмой зоны 260C, температура матрицы 260C, скорость вращения 80-500 об/мин.
Таблица 4.3 Экспериментальная формула MKMP590
| Имя | PC(g) | Рассеиватель света (г) | Соотношение дозировок светорассеивающего агента (wt%) |
| 1 | 800 | 200 | 20 |
| 2 | 700 | 300 | 30 |
| 3 | 500 | 500 | 50 |
Приготовьте образцы светорассеивающего композита 4.3.2KMP590 в соответствии с таблицей.
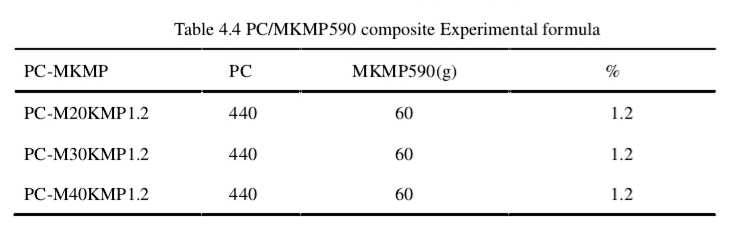
Сырьевые компоненты взвешиваются в соответствии с весовыми процентами по формуле, приведенной в таблице 4.4. Поликарбонат полностью смешивают с фотодиффузионной маточной смесью и затем добавляют в двухшнековый экструдер для приготовления светорассеивающих композитных частиц (PC-MYKMP590-X, X - содержание светорассеивающих, Y - содержание светорассеивающих в маточной смеси). Температура экструдера устанавливается следующим образом: температура зоны 1 - 230C, температура зоны 2 - 250C, температура зоны 3 - 250C, температура зоны 4 - 250C, температура зоны 5 - 260C. Температура шестой зоны 260C, температура седьмой зоны 260C, температура фильеры 260C, скорость вращения 80-500 об/мин. Частицы высушиваются и затем впрыскиваются в тестовый шлиц на термопластавтомате. Температура термопластавтомата устанавливается следующим образом: температура первой зоны 335 °C, температура второй зоны 350 °C, температура третьей зоны 350 °C, температура четвертой зоны 355 °C.
4.4 тестирование и определение характеристик.
4.4.1 различные концентрации светорассеивающего мастербатча.
1) определение остатков горения.
Точно взвесьте определенное количество светорассеивающего мастербатча, затем поместите его в коробку сопротивления, сожгите при 600 °C в течение 4 часов, а затем выньте гирю, чтобы определить остаток горения.
Фактическое содержание = количество после сжигания / количество до сжигания * 100%
4.4.2КМП590 светорассеивающий композитный материал.
1. Оптический тест.
Используя тестер светопропускания/блеска (EEL57D), в соответствии с тестом GB/T0-2008, размер образца 50мм*50мм*2мм, формула 2-1. 2-2
2. Испытание механических свойств.
Испытания на прочность при растяжении проводятся в соответствии со стандартом ISO527-2, размер образца - 170*10*4 мм, скорость растяжения - 50 мм в мин; с помощью ударного тестера (ZWICK Equipment Co., Ltd.) испытания на прочность при ударе проводятся в соответствии со стандартом ISO180, размер образца - 80*10*4 мм, температура испытания - 23 °C, относительная влажность - 50%.
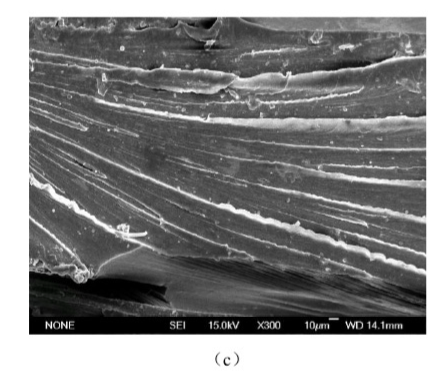
3. Характеристика микроструктуры.
Трудно спланировать дисперсию оптического разностного рассеивателя в матрице ПК с помощью сканирующего электронного микроскопа (СЭМ). Сначала сплайн замораживается в жидком азоте примерно на 5 минут, затем ломается вручную, отрезается поперечное сечение и приклеивается к стеклянному предметному стеклу, а для наблюдения напыляется золото.
4.5 результаты и обсуждение.
4.5.1 Результаты испытаний фотодиффузионного мастербатча с различными концентрациями.
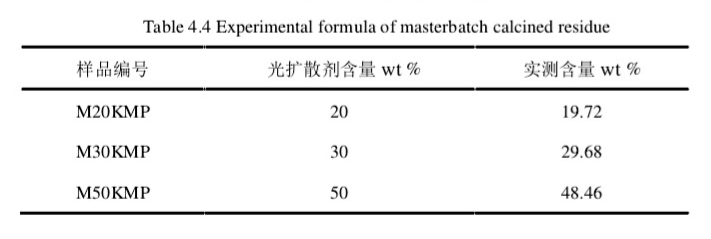
Экспериментальные данные по остаточному горению приготовленного фотодиффузионного маточного раствора приведены в таблице 4.5. Таким образом, из данных таблицы видно, что потери светорассеивателя в маточном растворе высокой концентрации больше, а содержание светорассеивателя в фотодиффузионном маточном растворе M20KMP M30KMP и M50KMP составляет 19.72wt%, 29.68wt%, и 48.46wt%, соответственно, так что светорассеиватель в фотодиффузионном материале PC имеет более точное содержание.
4.5.2KMP590 Оптические свойства светодиффузионных композитов.
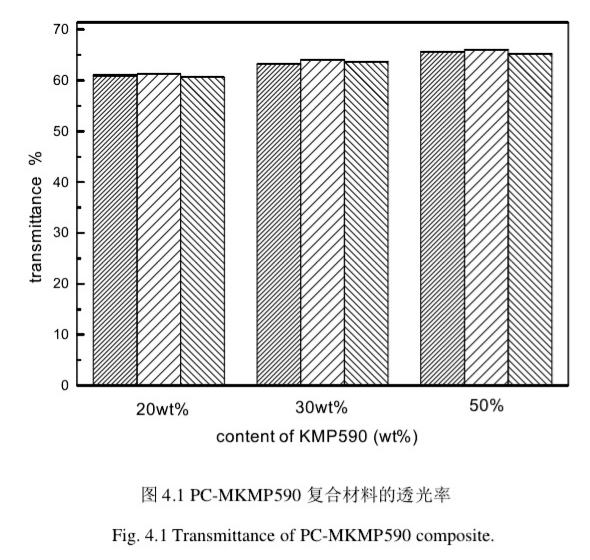
Вышеуказанные три концентрации маточного раствора добавляли к ПК для получения светорассеивающих композитов, повторяли эксперимент три раза и доводили содержание светорассеивателя в конечном образце до 1,2 мас. На рисунке 4.1 показаны данные оптических испытаний светорассеивающих композитов.
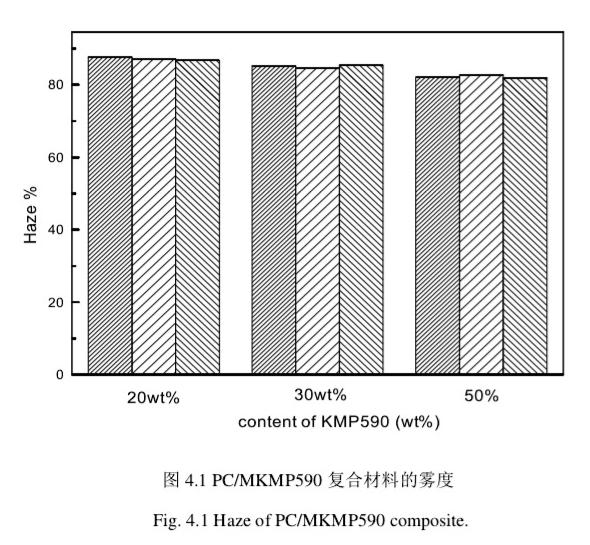
4.1 показывает изменение светопропускания светорассеивающих композитов, наполненных ПК с различными концентраций светорассеивающего суперконцентрата. На рисунке 4.2 показано изменение дымки фотодиффузионных композитов, наполненных ПК с различными концентрациями светорассеивающего мастербатча. Как видно из рисунка, после добавления светорассеивателя светопропускание композитов может достигать более 50%, а туман - более 85%. Согласно повторным экспериментальным данным, отклонение повторных экспериментальных данных композитов, приготовленных методом мастербатча, невелико, и процесс относительно стабилен, а стандартное отклонение составляет от 0,311% до 2,132%.
С увеличением концентрации маточной смеси светопропускание композитов с одинаковым содержанием светорассеивателя увеличивается, а дымка уменьшается, что согласуется с остаточными экспериментальными данными по обжигу маточной смеси. Количество светорассеивателя, потерянного в процессе приготовления светорассеивающей маточной смеси, увеличивается с увеличением концентрации маточной смеси, и чем выше концентрация маточной смеси, тем больше порошка теряется в процессе приготовления, поэтому количество агента для наблюдения за фруктами, потерянное маточной смесью 50%, является наибольшим. Приготовленные композиты обладают высокой светопропускной способностью и низкой мутностью, что соответствует литературным данным.
4.5.3 Анализ механических свойств оптических диффузионных композитов KMP590.
1) Анализ свойств при растяжении.
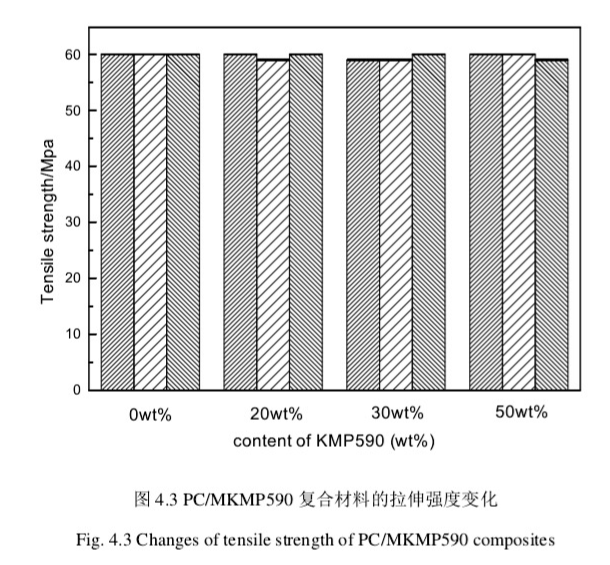
На рисунке 4.3 показано изменение прочности при растяжении фотодиффузионных композитов KMP590, приготовленных с использованием различных концентраций маточной смеси. Как видно из рисунка, при добавлении светорассеивателя прочность композита на растяжение не претерпевает явных изменений, и нет существенной разницы между композитом и чистым ПК, что совпадает с данными литературы.
2) анализ эффективности воздействия.
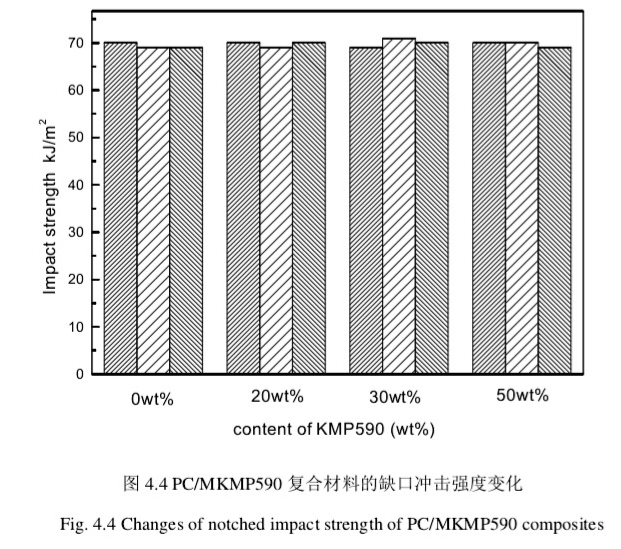
На рисунке 4. 4 показано изменение ударной вязкости композитов после наполнения ПК различными концентрациями фотодиффузионного мастербатча. Как видно из рисунка, после добавления фотодиффузионного мастербатча светорассеиватель оказывает незначительное влияние на ударную прочность материала, а ударные свойства композита с фотодиффузией аналогичны свойствам чистого ПК, что соответствует литературным данным.
4.5.4. KMP590 Анализ СЭМ-изображений светодиффузионных композитов.
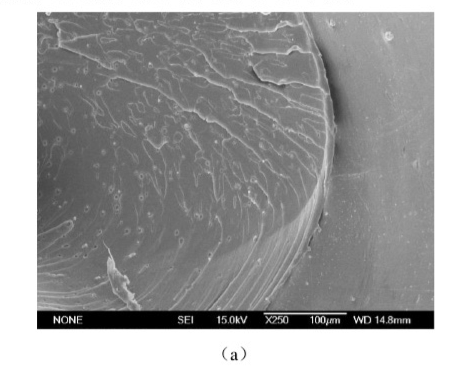
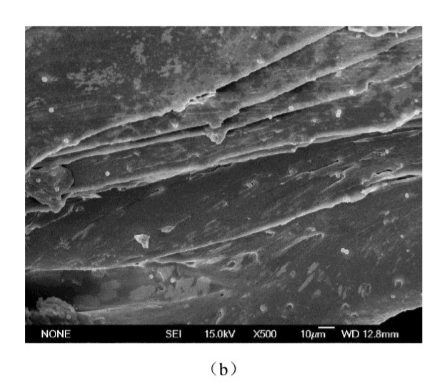
На рисунке 4.5 представлены РЭМ-изображения фотодиффузионных композитов KMP590, приготовленных с использованием различных концентраций мастербатчей a _ (bot) 20wt%; bazav 30wt% и CRAV 50wt%. Из рисунка видно, что композиты с высокой концентрацией мастербатча могут быть приготовлены методом заполнения мастербатча; независимо от того, приготовлены композиты с низкой концентрацией мастербатча или высокой концентрацией мастербатча PC/MkMP590-1.2, светорассеивающие частицы равномерно диспергированы в композитах, поэтому материалы обладают хорошими оптическими свойствами, что совпадает с данными литературы.
4.5.5KMP590 Анализ тепловых свойств оптических диффузионных композитов
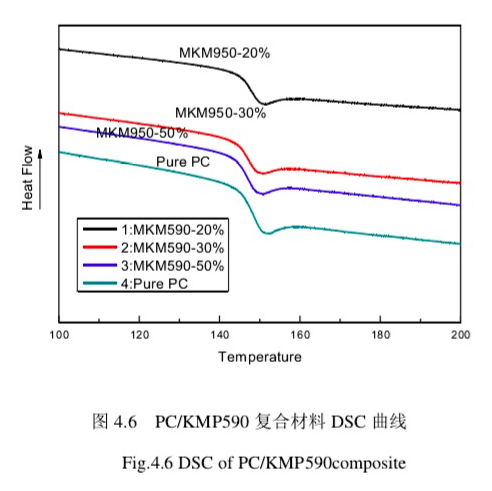
Термодинамика образца была изучена с помощью дифференциального сканирующего калориметра TA DSC 822. Образец в количестве 8~10 мг нагревался до 600 К при скорости нагрева 10 К/мин, тепловая история устранялась постоянной температурой 5 мин, затем охлаждался до комнатной при скорости 10 К/мин, и регистрировалось изменение энтальпии в процессе охлаждения.
На рис. 4.6 представлена неизотермическая кривая кристаллизации фотодиффузионных композитов. Из графика видно, что Tg (температура стеклования) пластиков снижается при добавлении светорассеивающего агента, что совпадает с литературными данными. Поскольку частицы светорассеивающего агента способствуют перемещению сегментов молекулярной цепи частиц ПК, Tg снижается.
4.6 Итоги этой главы.
В этой главе методом двухшнекового добавления мастербатча были приготовлены фотодиффузионные композиты с различной концентрацией мастербатча и изучены их свойства путем сравнения свойств композитов, приготовленных с различной концентрацией мастербатча. было изучено влияние концентрации мастербатча на свойства композитов. Получены следующие выводы:
1. Три концентрации фотодиффузионных мастербатчей (а), приготовленных из сырья PC и KMP590. Светодиффузионные композиты были приготовлены соответственно. В результате добавления светорассеивателя светопропускание композитов уменьшилось, а дымка увеличилась. По сравнению с данными повторных экспериментальных отклонений светорассеивающих материалов KMP590, приготовленных с использованием маточной смеси 10wt% (глава II), процесс получения светорассеивающих композитов, приготовленных с использованием маточной смеси данной концентрации, был стабильным, а стандартное отклонение составляло от 0,311% до 2,132%.
2. В ходе эксперимента по сжиганию остатков маточной смеси было установлено, что количество фруктов, потерянных при приготовлении фотодиффузионной маточной смеси с концентрацией 50wt%, было больше, чем при приготовлении 20wt%, 30wt% и 10wt% (глава 2).
3. Анализ СЭМ-изображений фотодиффузионных композитов, приготовленных с использованием различных концентраций маточного раствора (20wt%, 30wt%, 50wt%).
При приготовлении композитов с концентрацией мастербатча и мастербатча 10wt% (глава 2) дисперсия частиц светорассеивающего агента относительно равномерна.
Анализ механических свойств фотодиффузионных композитов, приготовленных с использованием различных концентраций маточного раствора, показал, что прочность на разрыв и ударная вязкость композитов мало изменяются при добавлении KMP590.
5. В результате анализа механических свойств фотодиффузионных композитов, приготовленных с различными концентрациями маточного раствора, было установлено, что Tg (температура стеклования) пластика снижается при добавлении светорассеивателя. Поскольку частицы светорассеивателя способствуют перемещению сегмента молекулярной цепи частиц ПК, что приводит к снижению Tg, можно видеть, что ПК, наполненный различными концентрациями маточной смеси, имеет равномерную диффузию и дисперсию света, характеристики композита хорошие, процесс стабилен, а погрешность повторных экспериментов мала. Метод мастербатча позволяет избежать образования порошковой пыли и сделать производственный процесс более экологичным.
