

마스터배치 충전 기술의 장점 중 하나는 고농도 마스터배치를 제조할 수 있고 제조 공정에서 조절 및 제어가 용이하다는 점입니다. 다양한 농도의 마스터배치로 광학 확산 복합재를 제조하고 복합재의 광학적 특성에 미치는 영향을 연구했습니다. 이 장에서는 입자 크기 2.2um의 KMP590을 PC의 필러로 사용하고, 다양한 농도(20wt%, 30wt%, 50wt%)의 마스터배치를 제조하여 10wt%의 마스터배치와 비교하였습니다(2장). 광확산제 함량이 동일한 광확산제 소재를 각각 PC와 배합하여 광확산제 소재를 얻고, 소재의 광학적 특성 및 반복적인 실험 편차를 연구합니다.
4.1 실험용 원재료.
실험에 필요한 화학 시약은 표 4.1에 나와 있습니다.
표4.1 재료 및 시약
| 자료 | 단위 |
| 폴리카보네이트 | / |
| KM590 | 음 |
| Tio2 | nm |
표 4.2 계측기 및 장비
| Instr문서 및 장비 | Model Code |
| 전기 수평 송풍기 건조 박스 | DHG-9203A |
| 트윈 스크류 압출기 | SHJ-20 |
| 플라스틱 과립기 | LQ-60 |
| 플라스틱 사출 성형기 | SA-600 |
| 투과율/안개 테스터 | EEL57D |
4.3 샘플 준비 방법.
4.3.1 농도가 다른 광확산 마스터배치 준비.
원료 성분은 표 4.3의 공식의 주요 비율에 따라 정확하게 계량했습니다. 균일하게 혼합한 후 원료를 트윈 스크류 압출기에 넣고 압출 후 냉각 및 과립화하여 광확산 마스터배치(MKMP590)를 준비했습니다. 압출기의 온도는 다음과 같이 설정되었습니다: 존 1 230°C, 존 2 250°C, 존 3 250°C, 존 4 250°C, 존 5 260°C.
여섯 번째 영역의 온도는 260C, 일곱 번째 영역의 온도는 260C, 다이의 온도는 260C, 회전 속도는 80-500r/min입니다.
표 4.3 MKMP590 실험 공식
| 이름 | PC(g) | 광확산제(g) | 광확산제의 투약 비율(wt%) |
| 1 | 800 | 200 | 20 |
| 2 | 700 | 300 | 30 |
| 3 | 500 | 500 | 50 |
표에 따라 4.3.2KMP590 광확산 복합 샘플을 준비합니다.
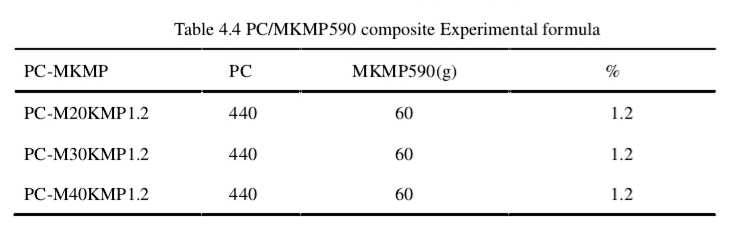
원료 성분은 표 4.4의 공식의 중량 비율에 따라 가중치를 부여합니다. 폴리카보네이트를 광확산 마스터 배치와 완전히 혼합한 다음 트윈 스크류 압출기에 추가하여 광확산 복합 입자를 준비합니다(PC-MYKMP590-X, X는 광확산 함량, Y는 마스터 배치의 광확산 함량). 압출기의 온도는 다음과 같이 설정됩니다: 영역 1 온도 230°C, 영역 2 온도 250°C, 영역 3 온도 250°C, 영역 4 온도 250°C, 영역 5 온도 260°C. 여섯 번째 구역의 온도는 260℃, 일곱 번째 구역의 온도는 260℃, 다이의 온도는 260℃, 회전 속도는 80-500r/min입니다. 입자를 건조시킨 다음 사출 성형기의 테스트 스플라인에 주입합니다. 사출 성형기의 온도는 다음과 같이 설정됩니다: 첫 번째 구역의 온도는 335°C, 두 번째 구역의 온도는 350°C, 세 번째 구역의 온도는 350°C, 네 번째 구역의 온도는 355°C.
4.4 테스트 및 특성화.
4.4.1 다양한 농도의 광확산 마스터배치.
1) 연소 잔류물 측정.
일정량의 광 확산 마스터 배치의 무게를 정확하게 측정한 다음 상자 저항에 넣고 600°C에서 4시간 동안 연소시킨 다음 무게를 측정하여 연소 잔류물을 확인합니다.
실제 내용량 = 소각 후 양/소각 전 양 * 100%
4.4.2KMP590 광확산 복합 재료.
1. 광학 테스트.
GB/T0-2008 테스트에 따라 광 투과율/안개 시험기(EEL57D)를 사용하여 샘플 크기는 50mm*50mm*2mm, 공식은 2-1입니다. 2-2
2. 기계적 특성 테스트.
샘플의 풀업 성능은 ISO527-2 표준에 따라 테스트하고, 샘플 크기는 170*10*4mm, 풀업 속도는 50mm 백분위수 최소값이며, 충격 시험기(ZWICK Equipment Co., Ltd.)를 사용하여 충격 성능은 ISO180 표준에 따라 수행하고, 샘플 크기는 80*10*4mm, 테스트 온도는 23°C, 상대 습도는 50%로 설정합니다.
3. 미세 구조 특성화.
주사 전자 현미경 (SEM)으로 PC 매트릭스에서 광학 차이 확산기의 분산을 계획하는 것은 어렵습니다. 먼저 스플라인을 액체 질소에서 약 5분간 얼린 다음 수동으로 부수고 단면을 잘라 유리 슬라이드에 붙인 다음 관찰을 위해 금을 뿌립니다.
4.5 결과 및 토론
4.5.1 다양한 농도의 광확산 마스터배치 테스트 결과.
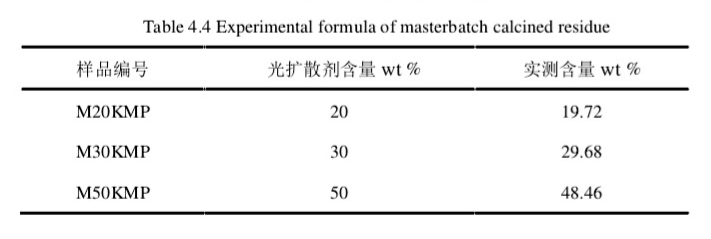
준비된 광확산 마스터 배치의 연소 잔류 실험 데이터는 표 4.5에 나와 있습니다. 따라서 표의 데이터에서 고농도 광확산 마스터 배치에서 광확산기의 손실이 더 크다는 것을 알 수 있으며 M20KMP M30KMP 및 M50KMP 광확산 마스터 배치의 광확산기 함량은 19입니다.72wt%, 29.68wt% 및 48.46wt%이므로 PC 광확산 재료의 광확산기가 더 정확한 함량을 갖도록합니다.
4.5.2KMP590 광확산 복합재의 광학적 특성.
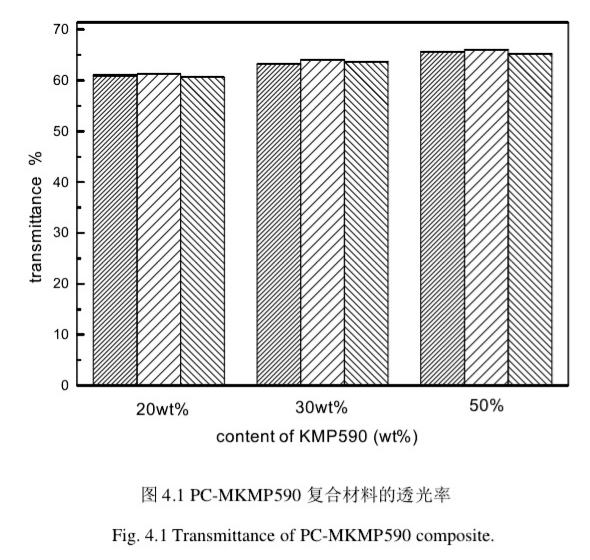
위의 세 가지 농도의 마스터 배치를 PC에 첨가하여 광확산 복합체를 얻고 실험을 세 번 반복하여 최종 샘플의 광확산기 함량을 1.2wt로 만들었습니다. 그림 4.1은 광확산 복합체의 광학 테스트 데이터를 보여줍니다.
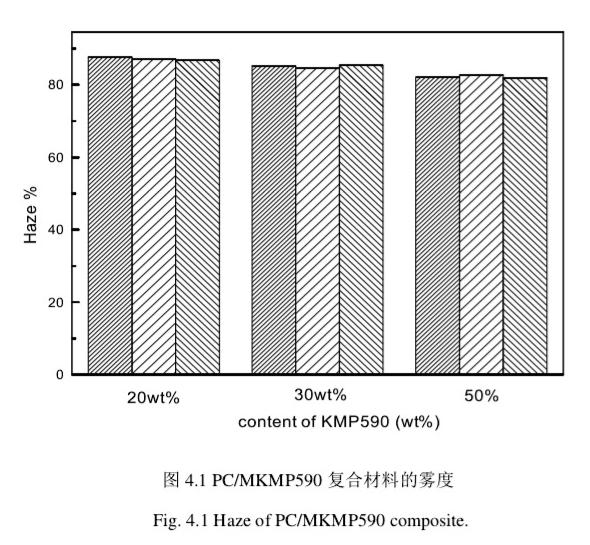
4.1은 서로 다른 PC로 채워진 광 확산 복합체의 광 투과율 변화를 보여줍니다. 광확산 마스터배치의 농도. 그림 4.2는 광확산 마스터배치의 농도가 다른 PC로 채워진 광확산 복합재료의 안개 변화를 보여줍니다. 그림에서 볼 수 있듯이 광 확산기를 추가 한 후 복합재의 광 투과율은 50% 이상에 도달 할 수 있으며 안개는 85% 이상에 도달 할 수 있습니다. 반복 실험 데이터에 따르면 마스터 배치 방법으로 제조 된 복합 재료의 반복 실험 데이터의 편차가 작고 공정이 비교적 안정적이며 표준 편차는 0.311%에서 2.132% 사이입니다.
마스터 배치 농도가 증가함에 따라 동일한 광 확산 함량을 가진 복합재의 광 투과율이 증가하고 헤이즈가 감소하며, 이는 마스터 배치 연소의 잔류 실험 데이터와 일치합니다. 광확산 마스터 배치 준비 과정에서 손실되는 광확산제의 양은 마스터 배치 농도가 증가함에 따라 증가하고 마스터 배치 농도가 높을수록 준비 과정에서 더 많은 분말이 손실되므로 50% 마스터 배치에서 손실되는 과일 관찰제의 양이 가장 많습니다. 준비된 합성물은 높은 광 투과율과 낮은 헤이즈를 가지며, 이는 문헌에서와 유사합니다.
4.5.3 KMP590 광학 확산 복합재의 기계적 특성 분석.
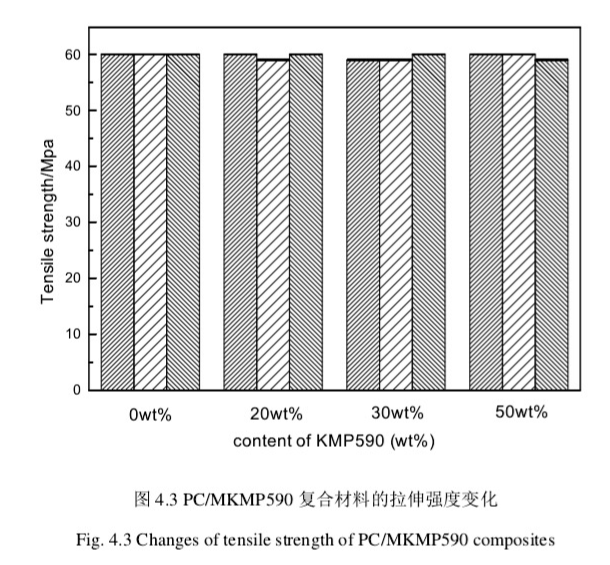
1) 인장 특성 분석.
그림 4.3은 다양한 농도의 마스터 배치로 제조된 KMP590 광확산 복합재료의 인장 강도 변화를 보여줍니다. 그림에서 볼 수 있듯이 광확산기를 추가하면 복합재의 인장 강도는 뚜렷한 변화가 없으며 복합재와 순수 PC 사이에 큰 차이가 없으며 이는 문헌에서와 유사합니다.
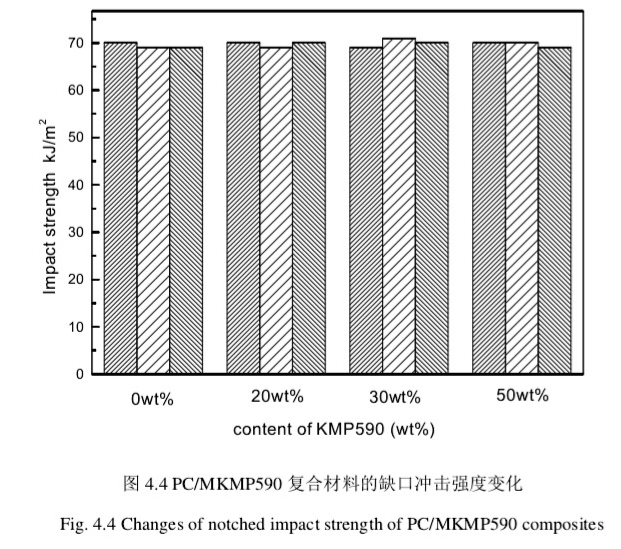
2) 영향 성능 분석.
그림 4. 4는 다양한 농도의 광확산 마스터배치로 PC를 채운 후 복합재의 충격 강도 변화를 보여줍니다. 그림에서 볼 수 있듯이 광확산 마스터 배치를 추가한 후 광확산기는 재료의 충격 강도에 거의 영향을 미치지 않으며 광확산 복합재의 충격 특성은 문헌에서와 유사하게 순수 PC와 유사합니다.
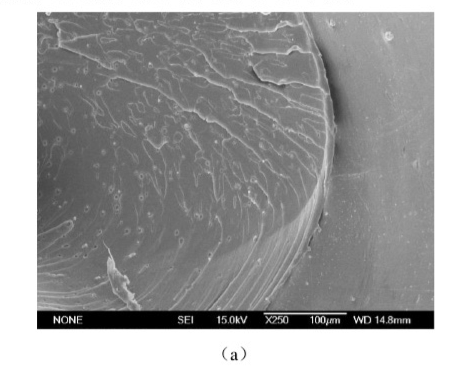
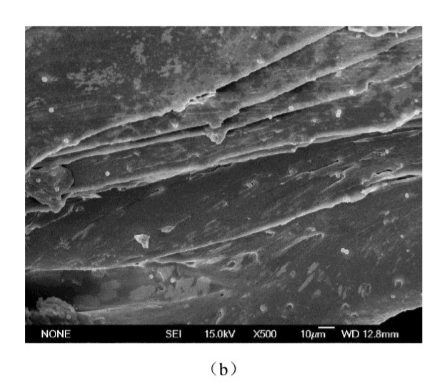
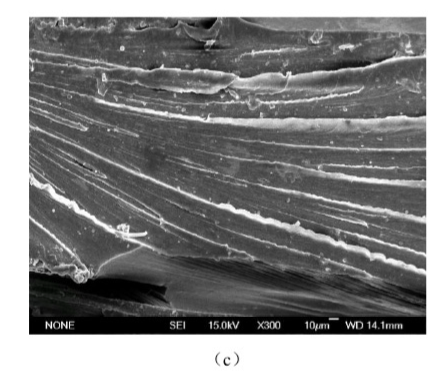
4.5.4. KMP590 광확산 복합재료의 SEM 이미지 분석.
그림 4.5는 다양한 농도의 _(봇) 20wt%, bazav 30wt% 및 CRAV 50wt% 마스터배치로 제조된 KMP590 광확산 복합재료의 SEM 이미지를 보여줍니다. 그림에서 고농도의 마스터배치 충전 방법으로 제조된 복합재는 저농도 마스터배치 또는 고농도 마스터배치 PC/MkMP590-1.2로 제조된 복합재와 상관없이 광확산 입자가 복합재에 균일하게 분산되어 우수한 광학 특성을 가지며, 이는 문헌과 유사하다는 것을 알 수 있습니다.
4.5.5KMP590 광확산 복합재의 열적 특성 분석
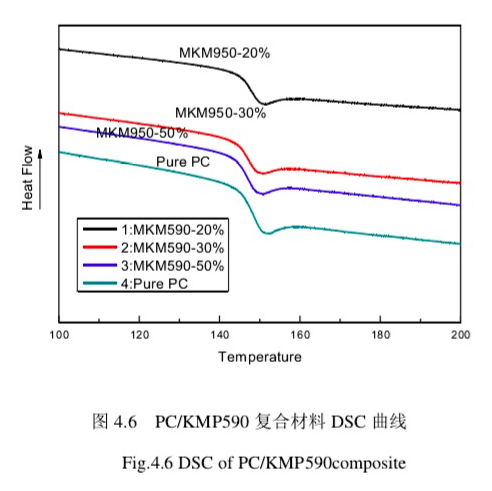
시료의 열역학은 TA DSC 822 차동 주사 열량계로 연구했습니다. 시료량 8~10mg을 10K/min의 가열 속도로 600K까지 가열하고, 5분간 일정한 온도로 열 이력을 제거한 후 10K/min의 속도로 실온으로 냉각하고 냉각 과정 중 엔탈피 변화를 기록했습니다.
그림 4.6은 광확산 복합재료의 비등온 결정화 곡선을 보여줍니다. 그림에서 광확산제를 첨가하면 플라스틱의 Tg(유리 전이 온도)가 감소하는 것을 볼 수 있으며, 이는 문헌에 나와 있는 것과 유사합니다. 광확산제 입자가 PC 입자의 분자 사슬 세그먼트의 이동에 기여하기 때문에 Tg가 감소합니다.
4.6 이 장의 요약.
이 장에서는 트윈 스크류 마스터 배치 첨가법에 의해 서로 다른 농도의 마스터 배치로 광확산 복합재를 제조하고, 서로 다른 농도의 마스터 배치로 제조된 복합재의 특성을 비교하여 그 특성을 연구하고, 마스터 배치 농도가 복합재의 특성에 미치는 영향을 연구하였다. 다음과 같은 결론을 얻었습니다:
1. PC 및 KMP590 원료로 제조된 세 가지 농도의 광확산 마스터 배치(a). 광확산 복합체를 각각 제조했습니다. 광확산기를 첨가하여 복합재의 광 투과율이 감소하고 헤이즈가 증가했습니다. 10wt% 마스터 배치(2장)로 제조된 KMP590 광확산 재료의 반복 실험 편차 데이터와 비교했을 때, 해당 농도의 마스터 배치로 제조된 광확산 복합 재료의 공정은 안정적이었으며 표준 편차는 0.311%에서 2.132% 사이였습니다.
2. 마스터 배치 연소 잔류물 실험을 통해 50wt% 농도의 광확산 마스터 배치를 준비하는 동안 손실되는 과일의 양이 20wt%, 30wt% 및 10wt%보다 많은 것으로 나타났습니다(2장).
3. 다양한 농도의 마스터 배치로 제조된 광확산 복합재(20wt%, 30wt%, 50wt%)의 SEM 이미지 분석.
마스터 배치와 10wt% 마스터 배치(2장)의 농도로 복합물을 제조할 때 광확산제 입자의 분산은 비교적 균일합니다.
다양한 농도의 마스터 배치로 제조된 광확산 복합재료의 기계적 특성을 분석한 결과, KMP590을 첨가해도 복합재료의 인장 강도와 충격 강도는 거의 변하지 않는다는 결론을 얻었습니다.
5. 다양한 농도의 마스터 배치로 제조된 광확산 복합재료의 기계적 특성을 분석한 결과, 광확산제를 첨가하면 플라스틱의 Tg(유리 전이 온도)가 감소하는 것을 확인할 수 있었습니다. 광확산제 입자는 PC 입자의 분자 사슬 세그먼트의 이동에 기여하여 Tg를 감소시키기 때문에 다른 농도의 마스터 배치로 채워진 PC는 균일 한 광 확산 및 분산을 가지며 복합재의 성능이 좋고 공정이 안정적이며 반복 실험의 오차가 작다는 것을 알 수 있습니다. 마스터 배치 방식은 분말 먼지를 방지하고 생산 공정을보다 환경 친화적으로 만들기 위해 채택되었습니다.
