
최근 몇 년 동안 세계 LED 산업은 빠르게 발전했으며 각국은 LED 산업 발전에 큰 열의를 보였습니다. 2012년 5월 7일, 과학기술부가 발표한 제12차 반도체 조명 과학기술 발전 5개년 특별 계획(의견 수렴 초안)은 2015년까지 LED 조명 제품이 일반 조명의 30%를 차지하고, '만개 도시'의 시범 시범 도시 50개를 건설할 것을 제안했습니다. 시장 수요와 정책 지원은 LED 조명 램프의 시장 전망이 매우 광범위하고 LED 조명 램프 및 랜턴의 쉘 재료 인 광 확산 재료도 엄청난 시장 수요를 불러 일으켰음을 나타냅니다. 현재 대부분의 새로운 광확산 재료는 투명 폴리머 매트릭스 재료와 디퓨저 입자를 혼합하여 생산됩니다. 무기 입자는 주로 유리 구슬, SiO2, TiO2, CaCO3, MgSiO3, BaSO4 및 황화물 ZnS, BaS를 포함한 광확산제로 사용됩니다. 이러한 무기 입자는 일반적으로 단단하고 불규칙하며 가공 중에 가공 장비가 마모되기 쉽고 분산상의 입자 크기가 균일성을 달성하기 어려워 폴리머 매트릭스의 기계적 특성이 저하됩니다. 이러한 입자는 열, 산소 및 자외선에 민감합니다. 분산 입자가 너무 크면 재료의 표면이 고르지 않게 됩니다[1]. 또한 무기 입자를 추가하면 빛 투과율에 심각한 영향을 미칩니다. 광확산 소재에 무기 입자를 적용하는 것은 심각하게 제한적입니다. 최근에는 폴리메틸 메타크릴레이트 [2], 폴리스티렌 [3], 실리콘 수지 [5-6], 아크릴 수지 [6], 메틸 메타크릴레이트-스티렌 가교 공중합체 마이크로스피어 [7- 8] 등과 같은 유기 폴리머 입자가 광 확산기로 널리 사용되고 있습니다.
광확산 소재 중 광확산제의 선택, 사용량, 입자 크기는 광확산 소재의 광학적 특성에 가장 중요한 영향을 미칩니다. 기계적 특성이 우수하고 가공성이 뛰어난 폴리카보네이트(PC)를 매트릭스 재료로 선정하여 유기 광확산제의 종류, 용량, 입자 크기가 광확산 소재의 기계적 및 광학적 특성에 미치는 영향을 연구합니다. 실제 생산 및 적용을 위한 참고자료를 제공합니다.
1 실험 파트 1.1 주요 원재료.
PC: 독일 바이엘사.
조명 디퓨저 A: 아크릴 조명 디퓨저, 시판;
광확산기 B(평균 입자 크기 2μm), C(평균 입자 크기). 3 μ m): 실리콘 광확산기, 완다 화학 유한회사의 제품; 기타 보조 도구: 시중에서 판매.
1.2 주요 기기 및 장비
공회전 트윈 스크류 압출기: CTE-35 타입, 코벨론(난징). Machinery co.
사출 성형기: HTEF90W1, (닝보 아이티 플라스틱 기계 그룹 유한 회사)
전계 방출 주사 전자 현미경(SEM): QUANTA200. (유형 A, American FEI Co., Ltd.)
광 투과율 / 헤이즈 테스터: WGT-S, 상하이 정밀 부서.
유니버설 전자 장력 테스트 기계: SHIMADZU AGS-J.
일본 시마즈 생산 연구소.
충격 시험기: XJJ-5, Chengde Testing Machine Co. Division.
1.3 샘플 준비.
원재료를 110°C에서 12시간 동안 건조시킨 후 일정한 질량으로 나눕니다.
여러 개의 광확산기 입자와 PC를 균일하게 혼합한 다음 트윈 스크류 압출기로 압출하여 과립화합니다. 과립을 110°C에서 12시간 동안 건조시킨 다음 테스트 샘플에 주입했습니다.
1.4 성능 테스트.
T인장 강도는 GB/T 1040.2 Mel 2006, 노치 충격 강도는 GB/T 1043.1 Mel 2008, 광 투과율 및 헤이즈는 GB/T 2410 Mel 2008에 따라 테스트됩니다.
두께는 2mm입니다.
SEM 관찰: 광확산제 Apene B와 C를 표면에 고르게 뿌렸습니다.
전도성 접착제의 표면에 금을 뿌리고 SEM으로 관찰하고 촬영합니다. 샘플을 액체 질소에 얼려 부서지게 한 후 금을 골절 표면에 뿌리고 SEM으로 관찰 및 촬영했습니다.
2 결과 및 토론
2.1 무기광 디퓨저와 비교했을 때
유기 광확산제는 빛을 덜 흡수하므로 빛 투과율이 높고 헤이즈가 높은 광확산 물질을 제조하는 데 사용할 수 있습니다. 그림 1은 광확산기와 PC 기반 광확산제(광확산기의 0.5% 질량 분율)의 SEM 사진을 보여줍니다.
그림 1A, 그림 1C 및 그림 1에서 볼 수 있습니다. 1e에서 광확산제 An과 C는 규칙적인 구형 입자이지만 광확산제 An의 입자 크기 분포가 넓고 입자 크기 분포 범위가 1 ~ 4 μm이고 평균 입자 크기가 2 μm이고, 광확산제 B의 입자 크기는 균일하지 않고 입자 크기 분포 범위가 1 ~ 3 μm이고 평균 입자 크기가 2 μm이고, 광확산제 C의 입자 크기는 균일하고 입자 크기 분포가 집중되며 평균 입자 크기가 3 μm임을 알 수 있습니다.
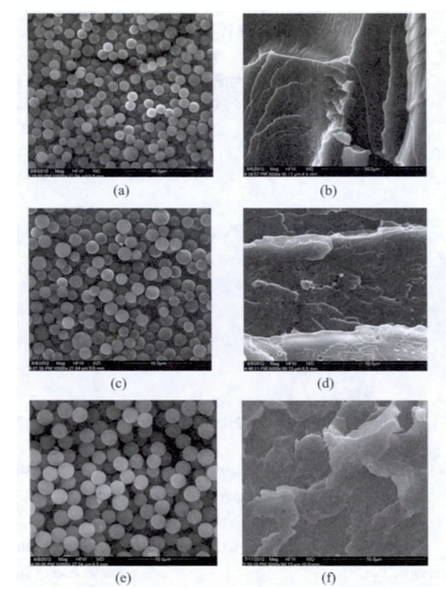
그림에서 볼 수 있습니다. 1B, 그림 1D 및 그림 1F에서 광확산제가 PC 매트릭스에 균일하게 분산되어 원래 모양을 유지할 수 있음을 알 수 있습니다. 그러나 그림 1D와 그림 1F에서 광확산제와 매트릭스 사이의 계면에 공극이 있고 샘플에도 많은 수의 공극이있어 실리콘 광확산제와 매트릭스 수지의 상용 성이 좋지 않음을 나타냅니다. 또한 샘플을 280 ~ 300 ° C에서 제조하고 광확산제가 샘플에서 원래 모양을 유지하기 때문에 세 가지 종류의 광확산제가 내열성이 우수하다는 것을 보여줍니다.
2.2 기계적 특성.
그림 2는 PC 기반 광확산 소재의 기계적 특성에 대한 광확산기의 양이 미치는 영향을 보여줍니다.
그림 2에서 볼 수 있듯이 광 확산기의 질량 분율이 증가함에 따라 재료의 인장 강도는 변동하는 하향 추세를 보이지만 변화 범위는 매우 작으며 재료의 노치 충격 강도는 하향 추세를 보이며 변화 범위도 매우 작습니다. 일반적으로 순수 PC의 인장 강도는 63MPa입니다. 광확산제를 첨가한 후 인장 강도는 60.5~62.5 MPa 사이에서 변동하며, 이는 광확산제가 재료의 인장 강도에 뚜렷한 영향을 미치지 않음을 보여줍니다.
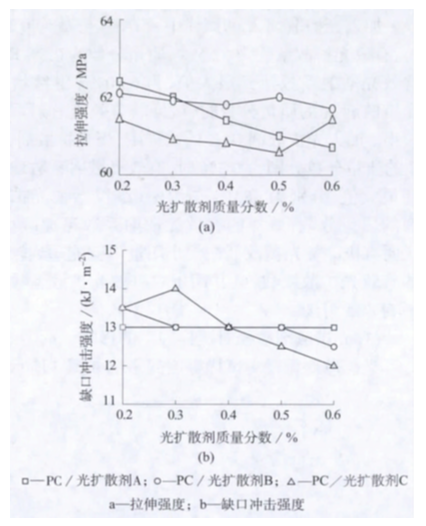
이는 재료의 결함 수가 재료 자체의 결함 수보다 적기 때문에 광확산제 첨가 후 재료 전체의 결함 수가 크게 증가하지 않기 때문입니다. 재료의 인장 강도에 가장 분명한 영향을 미치는 것은 응력 집중을 유발하는 결함입니다. 광확산제를 첨가한 후 재료의 노치 충격 강도는 12~14kJ/m2 사이에서 변동합니다. 광확산제 A의 질량 분율이 증가함에 따라 재료의 노치 충격 강도는 기본적으로 변하지 않는 반면, 광확산제 Bmind C를 첨가한 재료의 노치 충격 강도는 질량 분율이 증가함에 따라 감소합니다. 이는 아크릴 광확산제와 PC의 호환성이 실리콘 광확산제와 PC의 호환성보다 우수하고 PC는 노치에 민감한 재료이기 때문에 실리콘 광확산제 첨가 후 재료가 취성 파단되기 쉬워 노치 충격 강도가 감소하기 때문일 수 있습니다. 그러나 광확산제를 적게 첨가하기 때문에 감소폭이 적습니다.
2.3 광학적 특성 평가
광학 확산 재료의 두 가지 주요 지표는 빛 투과율과 광선 투과율입니다.
헤이즈 [9]. 광 투과율은 시료를 통과하는 광속과 시료에 조사된 광속의 비율을 말하며, 투명 폴리머 재료의 투명도를 특성화하는 중요한 성능 지표입니다. 고분자 소재의 광 투과율이 높을수록 투명도가 우수하며, 탁도라고도 하는 헤이즈는 시료를 통과하는 입사광의 방향에서 벗어나는 투과 광속 대비 산란 광속의 비율로, 소재의 내부 또는 표면의 불연속성이나 불규칙성으로 인해 발생하는 투명 또는 반투명 소재의 모호함이나 탁도의 정도를 측정하는 데 사용됩니다. 헤이즈는 일반적으로 빛 산란 재료의 빛 산란 강도를 특성화하는 데 사용됩니다.
주요 결과는 다음과 같습니다: (1) 광 확산기의 양이 시료의 광 투과율 및 헤이즈에 미치는 영향. 광 산란 현상 [10]의 원인은 매체의 균일 성이 파괴 된 결과, 즉 입사광의 작용으로 파장 크기의 인접한 매체 요소간에 광학 특성 (예 : 굴절률)에 큰 차이가 있으며, 이들은 다른 방사 진폭을 가진 2 차 파를 처리하는 2 차 파 소스로 사용되며 위상도 서로 다릅니다. 2차 파의 일관된 중첩의 결과로 일부 광파는 여전히 기하학적 광학에 의해 지정된 방향으로 전파되는 것을 제외하고는 다른 방향으로 상쇄할 수 없어 산란이 발생합니다. 따라서 입사광이 굴절률이 다른 두 물질의 계면에 조사될 때 산란이 발생할 수밖에 없습니다.
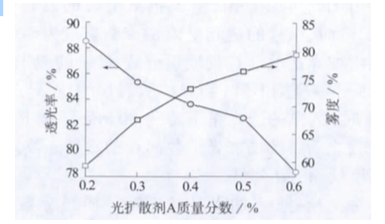
그림 3에서 광확산기 An의 질량 분율이 0.2%일 때 샘플의 빛 투과율은 88.6%이고 헤이즈는 59.3%임을 알 수 있습니다. 광확산기 A의 질량 분율이 증가함에 따라 시료의 빛 투과율은 점차 감소하고 헤이즈는 증가합니다. 광확산제 A의 질량 분율이 0.6%인 경우 샘플의 광 투과율은 78.4%, 헤이즈는 79.3%, 헤이즈는 상대적으로 낮으며 헤이즈(≥ 90%)는 필요한 헤이즈(≥ 90%)와 거리가 멉니다. 요구 사항을 충족하려면 광확산기 A의 질량 비율을 계속 늘려야 합니다.
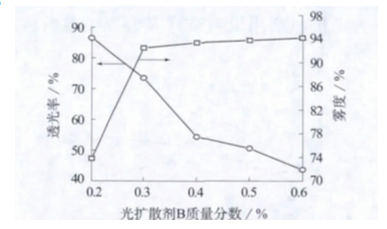
그림 4에서 볼 수 있듯이, 광확산기 B의 질량 분율이 0.2%일 때 시료의 광 투과율은 86.5%이고 헤이즈는 73.8%이며, 광확산기 B의 질량 분율이 0으로 증가하면 시료의 광 투과율은 73.5%로 감소하고 헤이즈는 92.5%로 증가합니다.3%로 증가하면 시료의 빛 투과율은 73.5%로 감소하고 헤이즈는 92.5%로 증가하며, 광확산기 B의 질량 분율이 계속 증가하면 시료의 빛 투과율은 빠르게 감소하고 헤이즈는 천천히 증가합니다.
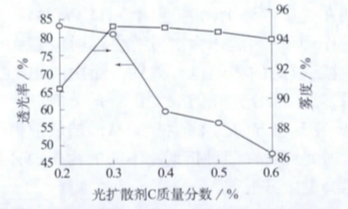
그림 5에서 광확산기 C의 질량 분율이 0.2%일 때 시료의 빛 투과율은 83.2%이고 헤이즈는 90.8%임을 알 수 있습니다. 광 확산기 C의 질량 분율이 계속 증가하면 시료의 광 투과율이 크게 감소하고 헤이즈가 증가합니다. 광확산기 C의 질량 분율이 0.3%일 때 시료의 광 투과율은 80.8%로 감소하고 헤이즈는 94.9%로 증가합니다. 그 후, 광확산기 C의 질량 분율이 계속 증가하면 샘플의 헤이즈는 감소합니다.
요약하면, 광확산제의 질량 비율이 동일한 경우 광확산제 A(아크릴산)를 사용한 샘플의 광투과율은 광확산제 B매진 C(유기실리콘)를 사용한 샘플보다 높고 전자의 헤이즈는 분명히 낮습니다. 이는 실리콘 광확산제가 아크릴 광확산제보다 더 많은 빛을 흡수하기 때문입니다.
(2) 광확산기의 양이 샘플의 유효 광확산 계수에 미치는 영향.
일반적으로 소재의 유효 빛 확산도는 빛 투과율 × 헤이즈로 표현됩니다. 값이 높을수록 정반사 확산 강도를 얻을 때 빛 손실이 작아집니다. 이상적인 광 투과율과 안개 값은 광 확산기의 양을 변경하여 얻을 수 있으며, 이를 유효 광 확산 계수[2]로 변환할 수 있습니다.
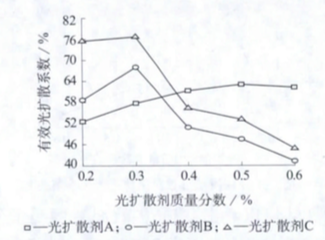
그림 6에서 시료의 유효 광확산 계수는 처음에는 증가하다가 광확산제의 질량 분율이 증가함에 따라 감소하는 것을 볼 수 있습니다. 광확산제 A를 첨가한 시료에서 질량 분율이 0.2%일 때 유효 광확산 계수는 52.5%, 질량 분율이 0.5%일 때 유효 광산란 계수는 최대 값인 63.0%에 도달하고, 광확산제 A의 질량 분율이 계속 증가하면 시료의 유효 광산란 계수는 감소합니다. 광확산제 C의 질량 분율이 0.3%일 때 유효 산란계수는 각각 68.0%와 76.7%로 최대값에 도달하고 광확산제의 질량 분율이 계속 증가할수록 시료의 유효 산란계수는 급격히 감소합니다. 결과는 실리콘 광 확산기가 적은 용량으로 더 높은 유효 광 확산 계수를 달성 할 수 있으며 유효 광 확산 계수에 대한 용량의 영향이 매우 분명하다는 것을 보여줍니다.
(3) 광확산제의 입자 크기가 시료의 헤이즈에 미치는 영향.
빛 확산제의 입자 크기가 시료의 헤이즈에 미치는 영향은 그림 7에 나와 있습니다.
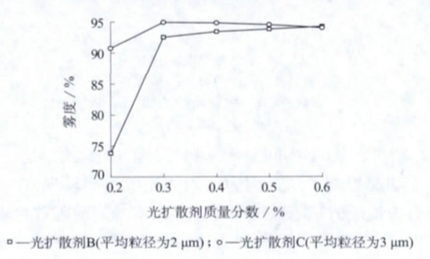
그림 7에서 볼 수 있듯이 광확산기 B를 사용한 물질의 헤이즈는 일반적으로 광확산기 C를 사용한 것보다 낮지만 둘 사이의 차이는 상대적으로 작습니다. 이는 이 실험에 사용된 광확산기의 입자 크기가 가시광선 파장보다 크고 산란 효과가 미에 산란에 속하기 때문입니다. 미에 산란 이론에 따르면 구형 입자는 매트릭스 수지에 균일하게 분산되어 있으며 시스템의 산란 강도는 굴절률, 입자 크기, 산란 각도 및 주변 매체의 입사광 파장의 함수입니다 [10]. 입자 주변 매질에서 입사광의 산란 각도와 파장은 고려되지 않고 굴절률과 입자 크기가 시료의 광학적 특성에 미치는 영향 만 고려되며 특정 범위에서 입자 크기가 클수록 굴절률의 차이가 커지고 재료의 산란 강도가 높아집니다. 에 따르면
GB/T 2410 Mel 200 "8가지 투명 플라스틱의 광 투과율 및 헤이즈 측정"의 계산 공식에 따르면 산란 강도가 높은 재료는 헤이즈가 높습니다. 광확산제 C의 입자 크기는 광확산제 B의 입자 크기보다 크므로 광확산제 C를 사용한 샘플의 헤이즈는 광확산제 B보다 높습니다. 입자 크기의 차이가 작기 때문에 헤이즈 차이가 작습니다.
3 결론
주요 결과는 다음과 같습니다: (1) 유기 실리콘 광확산제와 PC 매트릭스의 호환성은 좋지 않은 반면 아크릴 광확산제와 PC 매트릭스의 호환성은 더 좋습니다. 유기 실리콘 광확산제의 첨가는 PC의 인장 강도에는 영향을 미치지 않지만 노치 충격 강도에는 일정한 영향을 미칩니다.
(2) 광 디퓨저의 양은 재료의 광 투과율과 헤이즈에 큰 영향을 미칩니다. 아크릴 광 확산기의 경우 재료가 특정 헤이즈에 도달하려면 복용량을 늘려야하지만 광 투과율이 높으며 소량의 실리콘 광 확산기를 추가하면 재료가 더 높은 헤이즈를 달성 할 수 있으며 동시에 광 투과율이 분명히 감소하지 않습니다. 실리콘 광 확산기 C의 질량 분율이 0.3% 인 경우 재료의 유효 광 확산 계수는 76.7%, 광 투과율은 80.8%, 헤이즈는 94.9%로 실제 적용 가치가 우수합니다.
(3) 광확산제의 입자 크기는 특정 범위에서 재료의 헤이즈에 영향을 미치며, 광확산제의 입자 크기가 큰 재료의 헤이즈가 더 높습니다.
