

One of the advantages of masterbatch filling technology is that it can prepare high concentration masterbatch and is easy to regulate and control in the preparation process. The optical diffusion composites were prepared by different concentrations of masterbatch, and their effects on the optical properties of the composites were studied. In this chapter, the KMP590 of particle size 2.2um is used as the filler of PC, and the masterbatch of different concentrations (20wt%, 30wt%, 50wt%) is prepared and compared with the masterbatch of 10wt% (Chapter 2). The light diffuser materials with the same content of light diffusion agent are obtained by compounding with PC, respectively, and the optical properties and repeated experimental deviations of the materials are studied.
4.1 Experimental raw materials.
The chemical reagents needed in the experiment are shown in Table 4.1.
Table4.1 Materials and reagents
| Materials | units |
| Polycarbone | / |
| KM590 | um |
| Tio2 | nm |
Table 4.2 Instruments and equipment
| Instruments and and equipment | Model Code |
| Electric horizontal temperature blower drying box | DHG-9203A |
| Twin screw extruder | SHJ-20 |
| Plastic granulator | LQ-60 |
| Plastic Injection Molding Machine | SA-600 |
| Transmittance/fog tester | EEL57D |
4.3 sample preparation method.
4.3.1 preparation of photodiffusion masterbatch with different concentrations.
The raw material components were accurately weighed according to the key percentage of the formula in Table 4.3. After mixing evenly, the raw materials were added into a twin-screw extruder and cooled and granulated after extrusion to prepare light diffusion masterbatch (MKMP590). The temperature of the extruder is set as follows: zone 1 230 °C, Zone 2 250 °C, Zone 3 250 °C, Zone 4 250 °C, Zone 5 260 °C.
, the temperature of the sixth zone is 260C, the temperature of the seventh zone is 260C, the temperature of the die is 260C, and the rotational speed is 80-500r/min.
Table 4.3 MKMP590 Experimental formula
| Name | PC(g) | Light diffusion agent(g) | Dosage ratio of light diffusion agent(wt%) |
| 1 | 800 | 200 | 20 |
| 2 | 700 | 300 | 30 |
| 3 | 500 | 500 | 50 |
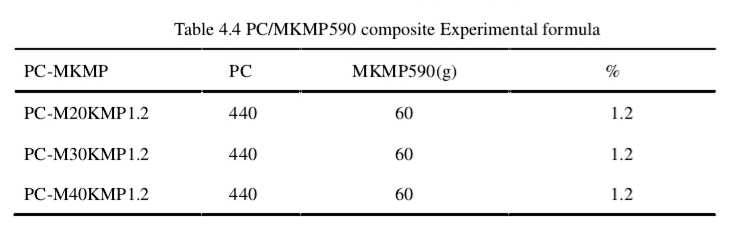
Preparation of 4.3.2KMP590 light diffusion composite samples according to the table.
The raw material components are weighted according to the weight percentage of the formula in Table 4.4. The polycarbonate is fully mixed with the photodiffusion masterbatch and then added to the twin-screw extruder to prepare the light diffusion composite particles (PC-MYKMP590-X, X is the content of light diffusing, Y is the light diffusion content in the masterbatch). The temperature of the extruder is set as follows: zone 1 temperature 230C, zone 2 temperature 250 °C, zone 3 temperature 250 °C, zone 4 temperature 250 °C, zone 5 temperature 260C. The temperature of the sixth zone is 260C, the temperature of the seventh zone is 260C, the temperature of the die is 260C, and the rotational speed is 80-500r/min. The particles are dried and then injected into a test spline on the injection molding machine. The temperature of the injection molding machine is set as follows: the temperature of the first zone is 335 °C, the temperature of the second zone is 350 °C, the temperature of the third zone is 350 °C, and the temperature of the fourth zone is 355 °C.
4.4 testing and characterization.
4.4.1 different concentrations of light diffusion masterbatch.
1) determination of burning residue.
Accurately weigh a certain amount of light diffusion masterbatch, then put it into a box resistance, burn it at 600 °C for 4 hours and then take out the weight, so as to determine the burning residue.
Actual content = amount after burning / amount before burning * 100%
4.4.2KMP590 light diffusion composite material.
1. Optical test.
Using the light transmittance/haze tester (EEL57D), according to GB/T0-2008 test, the sample size is 50mm*50mm*2mm, the formula is 2-1. 2-2
2. Mechanical property test.
The pull-up performance of the sample is tested according to the ISO527-2 standard, the sample size is 170*10*4mm, the pull-up speed is 50mm percentile min; using the impact tester (ZWICK Equipment Co., Ltd.), the impact performance is carried out in accordance with the ISO180 standard, the sample size is 80*10*4mm, the test temperature is 23 °C, and the relative humidity is 50%.
3. Microstructure characterization.
It is difficult to plan the dispersion of optical difference diffuser in PC matrix by scanning electron microscope (SEM). Firstly, the spline is frozen in liquid nitrogen for about 5 minutes, then it is broken manually, the cross-section is cut off and glued to the glass slide, and the gold is sprayed for observation.
4.5 results and discussion.
4.5.1 Test results of photodiffusion masterbatch with different concentrations.
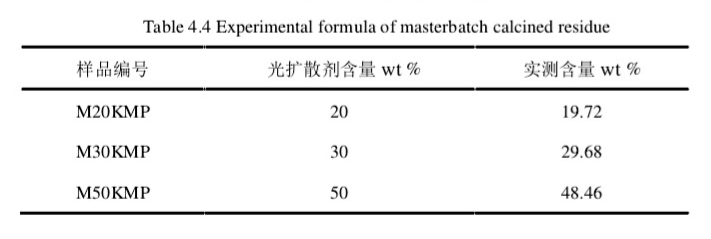
The burning residual experimental data of the prepared photodiffusion masterbatch are shown in Table 4.5. therefore, it can be seen from the data in the table that the loss of light diffuser in the high concentration of light diffusive masterbatch is larger, and the contents of light diffuser in M20KMP M30KMP, and M50KMP photodiffusion masterbatch are 19.72wt%, 29.68wt%, and 48.46wt%, respectively, so that the light diffuser in PC photodiffusion material has a more accurate content.
4.5.2KMP590 Optical Properties of Light Diffusion Composites.
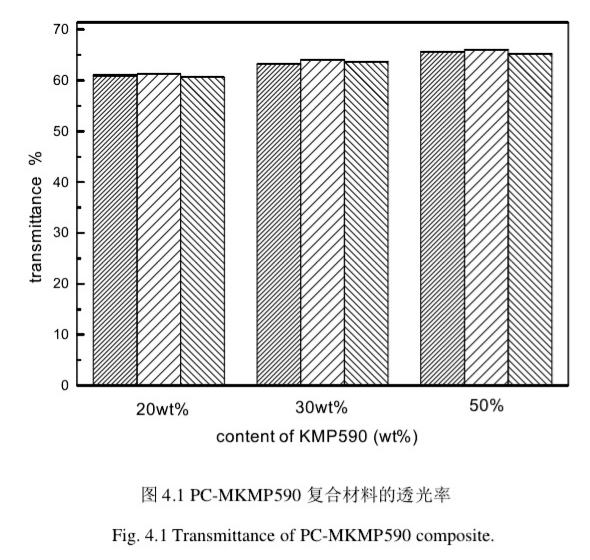
The above three concentrations of masterbatch were added to PC to obtain light diffusion composites, repeat the experiment three times, and make the content of light diffuser in the final sample 1.2wt. Figure 4.1 shows the optical test data of light diffusion composites.
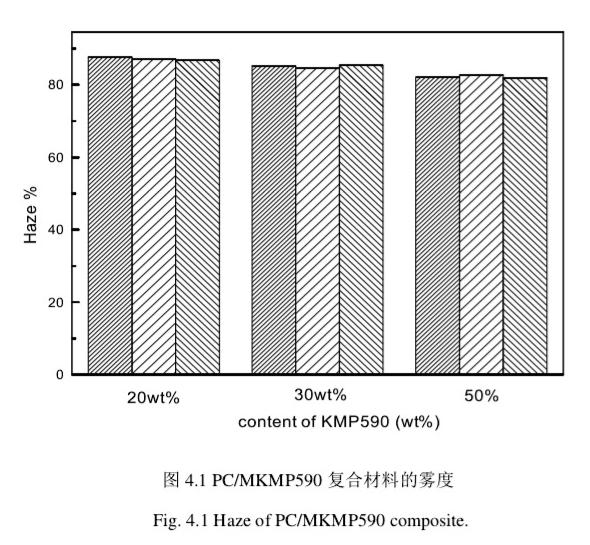
4.1 shows the change of light transmittance of light diffusion composites filled with PC with different concentrations of light diffusion masterbatch. Figure 4.2 shows the haze change of photodiffusion composites filled with PC with different concentrations of light diffusion masterbatch. As can be seen from the figure, after adding light diffuser, the light transmittance of the composites can reach more than 50%, and the fog can reach more than 85%. According to the repeated experimental data, the deviation of repeated experimental data of composites prepared by the masterbatch method is small, and the process is relatively stable, and the standard deviation is between 0.311% and 2.132%.
With the increase of masterbatch concentration, the light transmittance of composites with the same light diffusion content increases and the haze decreases, which is consistent with the residual experimental data of masterbatch burning. The amount of light diffuser lost in the process of preparing light diffusion masterbatch increases with the increase of masterbatch concentration, and the higher the masterbatch concentration is, the more powder is lost in the preparation process, so the amount of fruit observation agent is lost by 50% masterbatch is the most. The prepared composites have high light transmittance and low haze, which is similar to that in the literature.
4.5.3 Analysis of Mechanical Properties of KMP590 Optical Diffusion Composites.
1) Analysis of tensile properties.
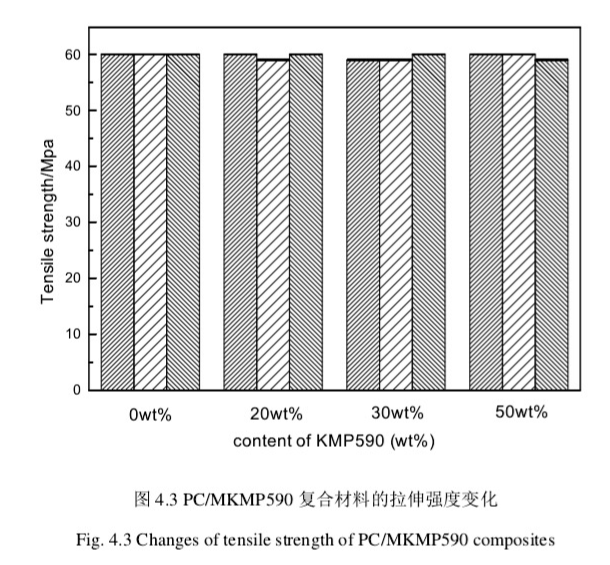
Figure 4.3 shows the change of tensile strength of KMP590 photodiffusion composites prepared by different concentrations of masterbatch. As can be seen from the figure, with the addition of light diffuser, the tensile strength of the composite has no obvious change, and there is no significant difference between the composite and pure PC, which is similar to that in the literature.
2) impact performance analysis.
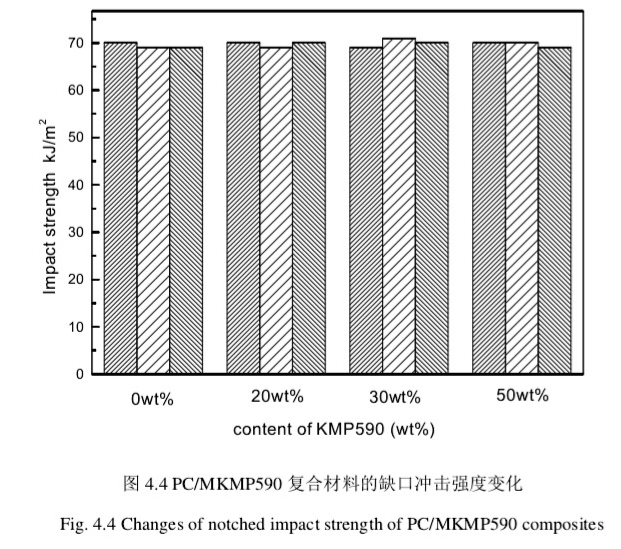
Figure 4. 4 shows the change of impact strength of the composites after filling PC with different concentrations of light diffusion masterbatch. As can be seen from the figure, after adding the photodiffusion masterbatch, the light diffuser has little effect on the impact strength of the material, and the impact property of the composite with photodiffusion is similar to that of pure PC, similar to that in the literature.
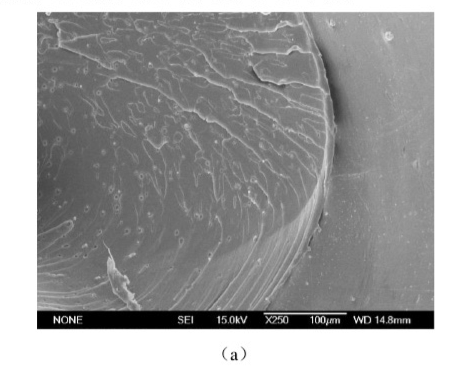
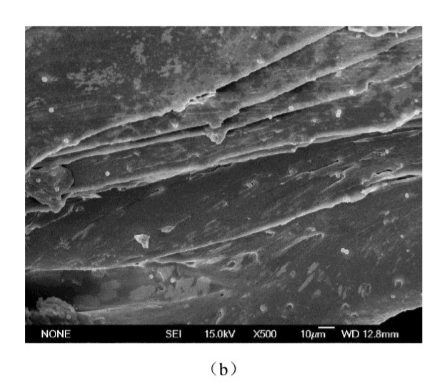
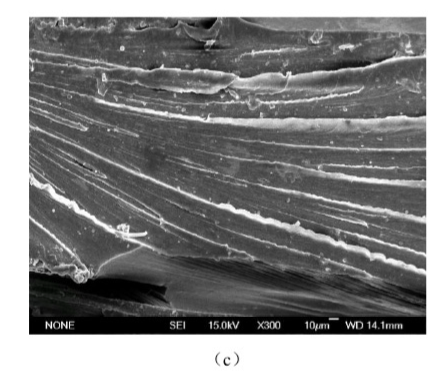
4.5.4. KMP590 SEM Image Analysis of Light Diffusion Composites.
Figure 4.5 shows the SEM images of KMP590 photodiffusion composites prepared by different concentrations of a _ (bot) 20wt%; bazav 30wt% and CRAV 50wt% masterbatches. It can be seen from the figure that the composites with high concentration of masterbatch can be prepared by the masterbatch filling method; no matter the composites prepared by low concentration masterbatch or high concentration masterbatch PC/MkMP590-1.2, the light diffusion particles are uniformly dispersed in the composites so that the materials have good optical properties, which is similar to that in the literature.
4.5.5KMP590 Analysis of Thermal Properties of Optical Diffusion Composites
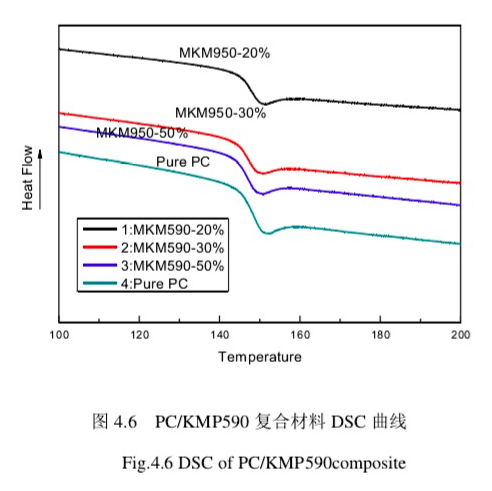
The thermodynamics of the sample was studied by TA DSC 822 differential scanning calorimeter. The sample quantity 8~10mg was heated to 600K at the heating rate of 10K/min, the heat history was eliminated by constant temperature 5min, and then cooled to the room at the speed of 10K/min, and the enthalpy change during the cooling process was recorded.
Fig. 4.6 shows the non-isothermal crystallization curve of photodiffusion composites. It can be seen from the diagram that the Tg (glass transition temperature) of plastics decreases with the addition of light diffusion agent, which is similar to that in the literature. Because the light diffusion agent particles contribute to the movement of the molecular chain segments of PC particles, the Tg decreases.
4.6 Summary of this chapter.
In this chapter, the photodiffusion composites with different concentrations of masterbatch were prepared by the twin-screw masterbatch addition method, and their properties were studied by comparing the properties of the composites prepared with different concentrations of masterbatches. the effect of masterbatch concentration on the properties of the composites was studied. The following conclusions are obtained:
1. Three concentrations of photodiffusion masterbatches (a) prepared from PC and KMP590 raw materials. The light diffusion composites were prepared respectively. Due to the addition of light diffuser, the light transmittance of the composites decreased and the haze increased. Compared with the repeated experimental deviation data of KMP590 light diffusion materials prepared by 10wt% masterbatch (Chapter II), the process of the light diffusion composites prepared by the masterbatch of that concentration was stable, and the standard deviation was between 0.311% and 2.132%.
2. Through the masterbatch burning residue experiment, it was found that the amount of fruit lost during the preparation of photodiffusion masterbatch with a concentration of 50wt% was more than that of 20wt%, 30wt% and 10wt% (Chapter 2).
3. Through the SEM image analysis of photodiffusion composites prepared with different concentrations of masterbatch, (20wt%, 30wt%, 50wt%).
In the preparation of composites with the concentration of masterbatch and 10wt% masterbatch (Chapter 2), the dispersion of light diffusion agent particles is relatively uniform.
Through the analysis of the mechanical properties of the photodiffusion composites prepared with different concentrations of masterbatch, it is concluded that the tensile strength and impact strength of the composites change little with the addition of KMP590.
5. Through the analysis of the mechanical properties of photodiffusion composites prepared with different concentrations of masterbatch, it is found that the Tg (glass transition temperature) of plastics decreases with the addition of light diffuser. Because the light diffusion agent particles contribute to the movement of the molecular chain segment of PC particles, resulting in the decrease of Tg, it can be seen that the PC filled with different concentrations of masterbatch has uniform light diffusion and dispersion, the performance of the composite is good, the process is stable, and the error of repeated experiments is small. The masterbatch method is adopted to avoid powder dust and make the production process more environmentally friendly.
